
VE事例
ターニング加工品は、旋削仕上げ面にニガシを入れることでコストダウン
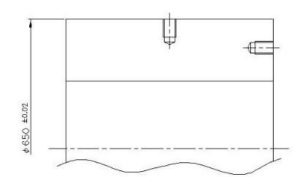
改善前
熱処理後の研磨仕上げをせずに旋削のみで仕上げるコストダウン方法については別の提案事例でご紹介しましたが、今回は、熱処理後の研削仕上げの際に設計変更を行うことができれば、さらにコスト低減に繋がるご提案をご紹介いたします。 ダイス鋼・ハイス鋼の熱処理後(HRC60)に研削にて仕上げ加工を行う場合、下記の図のように仕上げ面にタップ穴などがあると断続切削となるので、加工効率が下がりコストが上昇してしまいます。
大型旋盤・ターニング加工.com
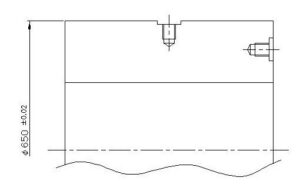
からの提案
タップ穴等で断続切削となってしまう場合には、製品用途に影響しなければ下記の図のようにニガシを設けます。このニガシを設けることで連続切削が可能となれば、加工効率が向上しますので、コストダウンに繋がります。
大型旋盤・ターニング加工.COMを運営する秦精工では、立旋盤での加工が必要な大径リングなどの旋盤加工品を高精度に仕上げる技術を設備を保有しておりますが、それだけではどうしてもお客様のご要望にお応えできないケースもございます。どうしても図面が変更できないケースもありますが、今回ご紹介したような逃がしを設けることで加工効率を向上させ、コストダウンを行うようなご提案を多数行っておりますので、大型旋盤加工品のことでお困りの際はぜひお声掛けください。