
VE事例
熱処理後の研磨仕上げレスによる、大径リングのコストダウン事例
改善前
φ500程度の大径リングを大型旋盤加工する場合、熱処理が必要なダイス鋼やハイス鋼を使って高精度で仕上げる必要があるケースでは、通常、下記のような加工手順となります。
旋削 → 熱処理 → 旋削 → 研磨
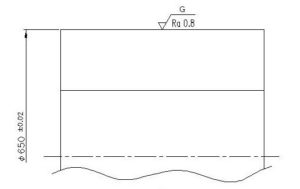
この場合、下記の図面のように、寸法精度を達成するために研磨仕上げの指示を図面に入れるケースがよくあります。 熱処理後に旋削を行った後、さらに研磨仕上げが必要となるので、コストを抑えるのが難しくなります。
大型旋盤・ターニング加工.com
からの提案
立旋盤で加工を行う大径のリングであっても、その製品の用途や寸法精度をしっかりすり合わせることができれば、仕上げ工程での研磨仕上げが不要になるケースもあります。例えばφ300~φ500程度で±0.02の寸法精度であれば、研磨無し・研削仕上げで要求精度を達成することが可能です。
旋削 → 熱処理 → 旋削
図面を記載する場合には、下記のように研磨指示を入れないようにします。
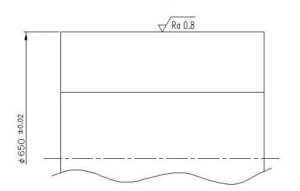
こうした熱処理後の研磨工程を無くすことで、製品にもよりますが10%程度のコストダウンに繋がります。
φ500程度の立旋盤で、かつ高精度加工が求められるリングでも、用途や寸法精度によっては研磨仕上げではなく旋削仕上げで対応することが可能なケースがあります。従って、「研磨仕上げ」に拘らないように図面を作成することがコストダウンに繋がります。なお、大型旋盤・ターニング加工.COMを運営する秦精工では、φ300~φ500程度の大きさであれば、大型旋盤の加工ノウハウ・治具設計技術と先端の設備を用いることで、研磨仕上げ無しで±0.02の寸法精度に収めることが可能です。
関連事例 一覧
角R指示ではなく、C面を指示することでコストダウン
加工の基準面を指示することでコストダウン
チャッキング部から遠い部分を製品とする
図面寸法には、総全長を記載する
立旋盤を活用し、薄肉リング製品のコストダウンと高精度化を両立