
VE事例
ターニング加工品は、内径隅RをC面取りに変更してコストダウン
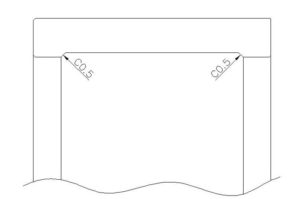
改善前
大型の旋盤加工品は、旋削に使用する刃物をできるだけ変えずに加工を行えるような設計を行うとコストの上昇を抑えることが可能です。

たとえばこの図のように、内径の僅かな段差にR仕上げの指示を行っているとします。この場合、内径部分を旋削するためのバイトではR仕上げはできず、R仕上げのための刃物をツールチェンジした後、R仕上げを行うことになります。つまり、ツールチェンジおよびプログラム作成に要する時間が必要となります。
大型旋盤・ターニング加工.com
からの提案
設計上または機能上問題ない場合は、R仕上げ指示をC面取りに変更できると、コストダウンになります。
C面取りにすることができれば、先ほど説明した内径の旋削を行ったバイトをそのままC面取りにも使えるので、プログラム作成もツールチェンジも不要となり、コストダウンに繋がります。
大型旋盤・ターニング加工.COMが保有するような立旋盤は、ツールチェンジを行うにも時間が掛かってしまうので、ツールチェンジを行う回数を減らすことができればコストを削減することが可能です。産業機械や航空機向けの大型リングの中には、機能的にどうしても必要で、こうした設計変更ができないケースも多いかと思いますが、当社ではできるだけお客様のニーズにお応えできるよう提案を続けて参ります。